PRZEBIEG PROCESU ZGRZEWANIA
Zgrzewanie doczołowe (HS)
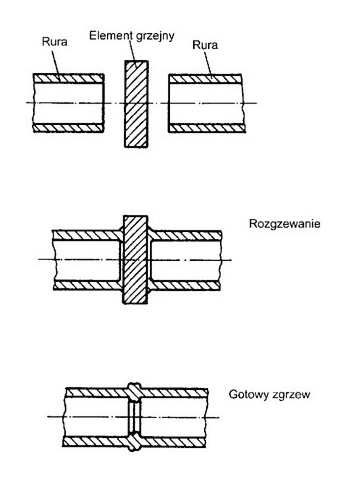
W metodzie doczołowej końcówki rur przeznaczone do połączenia rozgrzewane są przy pomocy elementu grzejnego do temperatury zgrzewania, a następnie - po usunięciu elementu grzejnego - uplastycznione końcówki rur dociskane są do siebie z odpowiednią siłą.
Przygotowanie zgrzewanych powierzchni
Zgrzewane elementy rurociągu przed zamocowaniem w zgrzewarce należy ustawić w jednej osi. Zgrzewane rury i kształtki muszą być zamocowane w taki sposób, aby możliwe było przesuwanie ich wzdłuż tej samej osi, np. poprzez zastosowanie specjalnych prowadnic rolkowych.
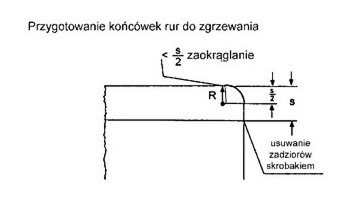
Powierzchnie końcówek rur i kształtek przeznaczonych do zgrzewania muszą być uprzednio odpowiednio wygładzone w procesie obróbki skrawaniem. Wszelkie wióry powstałe w wyniku tej obróbki należy usunąć z powierzchni rur i kształtek przy pomocy czystego narzędzia. Należy zwrócić szczególną uwagę na to, aby nie dotykać rękoma przygotowanej w ten sposób powierzchni.
Po obróbce należy sprawdzić, czy zgrzewane elementy są do siebie dobrze dopasowane. Wielkość ewentualnych szczelin przy swobodnym przyłożeniu nie może przekraczać wartości podanych przez przez producenta. Jednocześnie należy sprawdzić, czy przesunięcie końcówek rur względem siebie nie jest większe niż 10% grubości ścianki rury. W razie konieczności ścianki rur w miejscach zgrzewu należy wygładzić frezarką.
Proces zgrzewania
Element grzejny rozgrzany do określonej temperatury zgrzewania umieszczany jest między końcówkami zgrzewanych kształtek lub rur, po czym obie zgrzewane końcówki dociskane są z odpowiednią siłą do powierzchni elementu grzejnego.
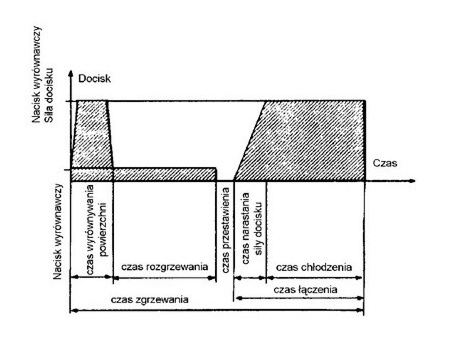
Temperatura powierzchni mierzona jest przy pomocy specjalnego urządzenia o wysokiej czułości. Siłę docisku końcówek zgrzewanych elementów do powierzchni narzędzia lub po rozgrzaniu do siebie można wyliczyć z powierzchni zgrzewanych końcówek oraz wartości docisku właściwego. Zwykle producenci maszyn do zgrzewania podają te parametry w formie tabelarycznej, ponieważ większość oferowanych zgrzewarek posiada siłowniki hydrauliczne, które nie wymagają dodatkowej kontroli siły docisku. Do siły docisku należy doliczyć również siłę docisku narzędzia. Wartość tej ostatniej jest zależna od tarcia elementów maszyny oraz ciężaru zgrzewanych rur czy kształtek.
Wyrównywanie powierzchni zgrzewanych elementów można uznać za zakończone dopiero wówczas, gdy na całym obwodzie końcówek rur czy kształtek powstanie wypływka o parametrach wymiarowych określonych w tabelach wytycznych dla zgrzewania doczołowego. Podczas rozpoczęcia czasu rozgrzewania siła docisku jest zmniejszana prawie do zera. Po rozgrzaniu należy odsunąć wyrównane końcówki zgrzewanych detali od elementu grzejnego, przy czym trzeba uważać, aby ich nie uszkodzić i nie zabrudzić. Czas od odsunięcia rozgrzanych końcówek rur czy kształtek od powierzchni elementu grzejnego, poprzez odprowadzenie elementu grzejnego do zetknięcia zgrzewanych powierzchni ze sobą określa się jako czas przełożenia i powinien on być jak najkrótszy. Zgrzewane powierzchnie końcówek rur lub kształtek powinny przy zetknięciu ze sobą posiadać prędkość zbliżoną do zera. Następnie rozpoczyna się proces stopniowego zwiększania siły docisku, który trwa aż do momentu całkowitego wystudzenia strefy zgrzewu.
Zbyt gwałtowne ochładzanie strefy zgrzewu np. przez zastosowanie dodatkowych urządzeń czy środków chłodzących jest niedopuszczalne. W przypadku większych grubości ścianki rur (od ok. 20 mm) poprzez dodatkowe osłonięcie strefy zgrzewu w trakcie stygnięcia można zagwarantować równomierny spadek temperatury w całej strefie zgrzewu, co ma bardzo pozytywny wpływ na jego późniejszą wytrzymałość. Po zgrzaniu po obu stronach końcówek rur lub kształtek (na zewnątrz oraz od wewnątrz) musi być wyraźnie widoczna podwójna wypływka.
Jeśli wymagane jest usunięcie wypływki, to należy to zrobić dopiero po całkowitym wystudzeniu zgrzewu. Podczas usuwania wystudzonej wypływki skrawaniem istnieje niebezpieczeństwo nacięcia materiału w miejscu zgrzewu. W przypadku tworzyw o wyższej kruchości jak PVC i PVDF podczas usuwania wypływki mogą powstać pęknięcia materiału.
Zgrzewanie elektrooporowe (HM)
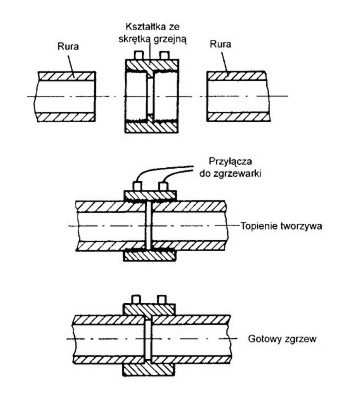
Łączone powierzchnie, czyli zewnętrzna ścianka rury oraz wewnętrzna strona mufy, rozgrzewane są do temperatury zgrzewania, a następnie zgrzewane ze sobą przy pomocy zwojów elektrooporowych (tzw. skrętki grzejnej) zatopionych w wewnętrznej ściance mufy, przez które przepuszczany jest prąd elektryczny. Tę metodę zgrzewania stosuje się obecnie przy zgrzewaniu rur i kształtek z PE 80, PE 100 i PP.
Przygotowanie zgrzewu
W celu uzyskania jak najlepszego połączenia w procesie zgrzewania elektrooporowego bardzo ważne jest utrzymanie czystości zgrzewanych powierzchni. Powierzchnia zewnętrznej ścianki rury w miejscu zgrzewu powinna być uprzednio obrobiona przy pomocy specjalnego skrobaka. Wewnętrzną krawędź rury należy starannie oczyścić z wiórów, natomiast krawędź zewnętrzną należy wyrównać. Kształtkę elektrooporową należy wewnątrz oczyścić przy pomocy odpowiedniego środka czyszczącego, a następnie osuszyć dobrze nasiąkliwym papierem, który nie pozostawia strzępków.
Ewentualne nierówności okrągłego przekroju rury w miejscu zgrzewu nie mogą przekraczać 1,5% średnicy zewnętrznej. Jeśli są one większe, wówczas należy zastosować specjalne okrągłe uchwyty dociskające.
Podczas wsuwania końcówek rur do wnętrza kształtki elektrooporowej należy uważać, aby nie uszkodzić i nie naruszyć zwojów wskutek zbyt gwałtownego lub nieostrożnego przesuwania zgrzewanych elementów.
Proces zgrzewania
Można stosować wyłącznie zgrzewarki przeznaczone do zgrzewania określonych typów kształtek elektrooporowych. Przed zgrzewaniem ustawiane są parametry zgrzewarki w oparciu o średnicę i ciśnienie nominalne rury. Kształtkę elektrooporową podłącza się do zgrzewarki przy pomocy specjalnego kabla. Sam proces zgrzewania przebiega automatycznie. Zgrzane w taki sposób elementy można przenosić dopiero po całkowitym ostygnięciu.
Dla wszystkich opisanych metod zgrzewania obowiązują określone wytyczne Niemieckiego Instytutu Technik Spawalniczych DVS.